Article Contents
What is Toll Compounding?
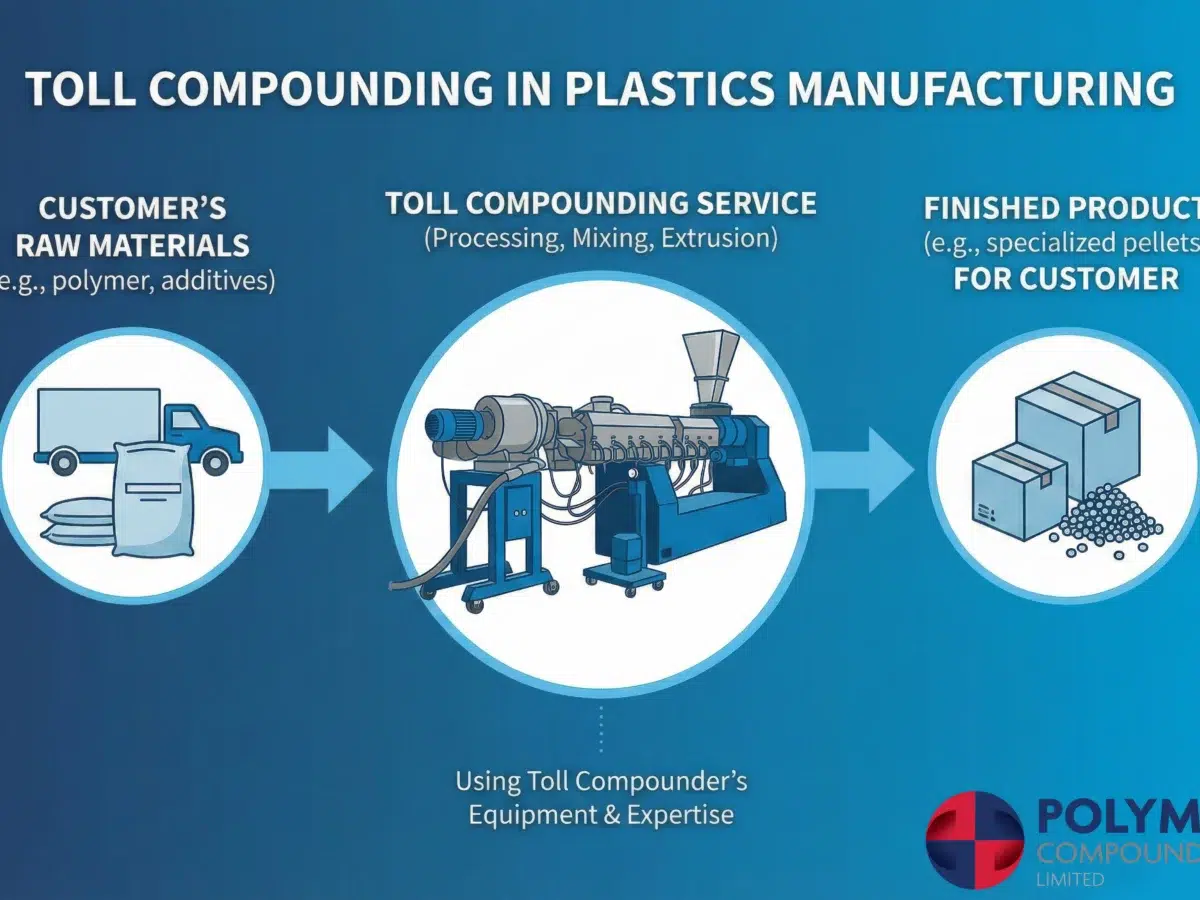
Toll compounding is a service where you provide the raw materials, the base resin, additives, fillers, and pigments, and a third-party partner provides the equipment, labor, and expertise to process them into high-quality pellets.
Think of it as renting a highly specialised factory staffed by experts. You own the formula and the materials; they own the process. This is a fundamental difference from traditional custom compounding.
Toll Compounding vs. Custom Compounding
The distinction is critical for your procurement strategy and IP protection. The infographic below visualises the key differences in material flow, IP ownership, and cost structure.
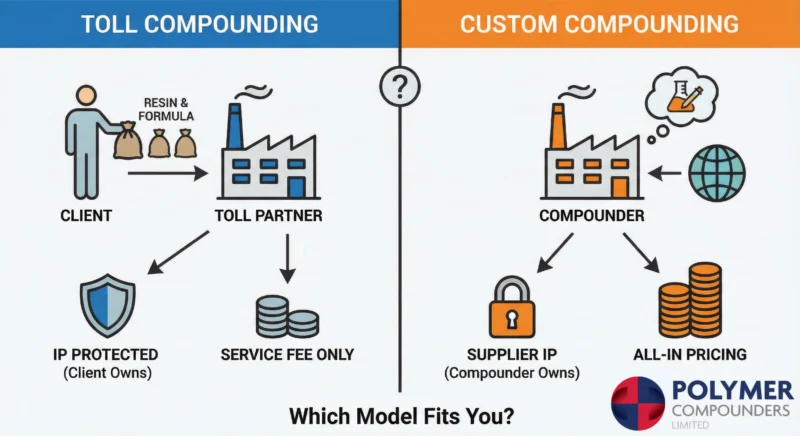
| Feature | Toll Compounding | Custom Compounding |
| Material Source | You supply everything. | Compounder sources materials. |
| Formula IP | Yours (Protected). | Often the Compounder’s. |
| Cost Structure | Service Fee (Processing only). | All-in Price (Materials + Margin). |
| Best For | Proprietary recipes, cost control, capacity flexibility. | Standard grades, convenience, no in-house sourcing team. |
Pro Tip: “Toll Processing” is a broad term that can include simple services like grinding or blending. Always specify “Toll Compounding via Twin-Screw Extrusion” in your RFPs to ensure you get the melt-mixing capabilities required for high-performance polymers.The Technical Process: Twin-Screw Extrusion
Toll Compound Processing Equipment
The heart of high-quality toll compounding is the co-rotating intermeshing twin-screw extruder. This process is far more advanced than simple single-screw extrusion used for pipe or profile manufacturing. The twin screws impart high shear to thoroughly disperse additives, break down agglomerates, and ensure a uniform final product.
The diagram below outlines the key stages of this sophisticated process.
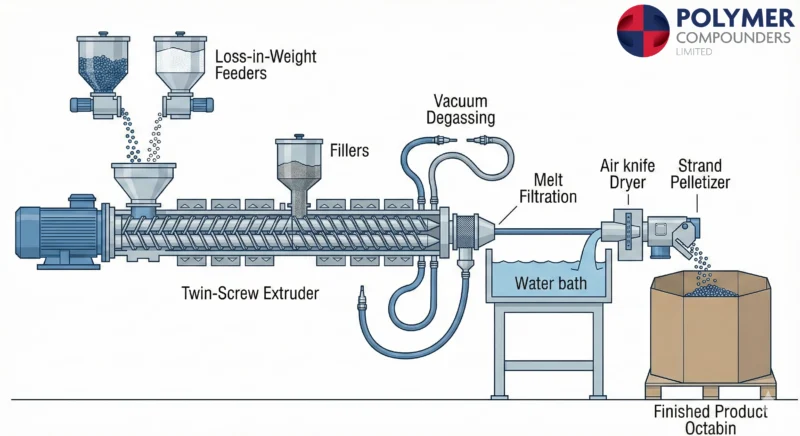
Key process steps to look for in a partner include:
-
Gravimetric Feeding: High-precision “loss-in-weight” feeders ensure that the exact ratio of resin, fillers, and additives is fed into the extruder, guaranteeing formula consistency.
-
Side Feeding: Allows for the introduction of fillers like glass fiber or talc mid-process, preventing damage to the fibers and reducing wear on the machine’s intake.
-
Vacuum Degassing: Crucial for processing hygroscopic materials (like Nylon or PET) or recycled content, this step removes moisture and volatile contaminants that would otherwise cause defects.
-
Melt Filtration: A screen changer removes any unmelted particles or contaminants before pelletising, ensuring a clean final product.
The Economics: Why Switch to Toll Compounding?
The primary financial driver for tolling is cost transparency and control. In a custom compounding arrangement, you pay a hidden markup on every single ingredient. In a tolling model, you leverage your own purchasing power to buy resins directly from producers at bulk rates. You only pay the “toll” for the machine time and expertise.
This structure typically results in a significant cost advantage, where the majority of your spend goes directly into the materials you own.
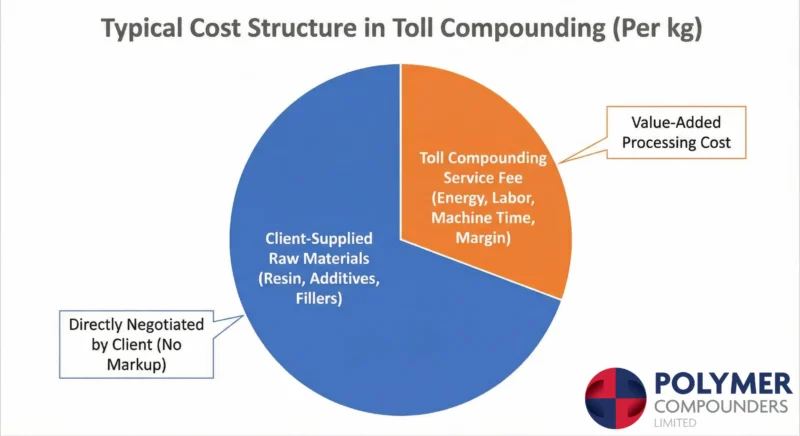
Typical tolling fees for standard engineering plastics range from $0.50 (*37p) to $0.90 (*67p) per kg. This fee covers:
- Energy consumption (approx. 0.3 kWh/kg)
- Direct labor and machine amortisation
- Quality control testing
- Packaging and handling
*Prices correct as of 07/01/2026 (1.00 USD = 0.74090896 GBP Source: (https://www.xe.com/en-gb/currencyconverter/convert/)
Critical Market Trends for 2026
The PFAS “Forever Chemical” Ban
The Recycled Content (PCR) Mandate
With Extended Producer Responsibility (EPR) fees rising globally, incorporating Post-Consumer Recycled (PCR) content is a financial necessity. However, PCR is notoriously variable and often contaminated. You need a toll compounding expert with specialised capabilities, including continuous melt filtration and high-vacuum degassing, to process PCR into a consistent, high-quality product.
First, academic and industry research shows that Extended Producer Responsibility (EPR) schemes increase producer costs and compliance requirements for packaging waste and recycled content. As a result, many manufacturers are being pushed to adopt post-consumer recycled (PCR) materials to control long-term costs (Tumu et al., 2023).
However, peer-reviewed studies also show that PCR materials are highly variable in quality and are often contaminated, which makes it difficult to achieve consistent mechanical performance and appearance in finished products (Soomro et al., 2025).
Therefore, research into post-consumer plastic recycling consistently highlights the need for advanced processing techniques. In particular, continuous melt filtration and high-vacuum degassing are required to remove contaminants and produce stable, high-quality recycled compounds suitable for reuse (Hopewell et al., 2009).
How to Select a Toll Compounder: The RFP Checklist
Do not just ask for a price per kilo. Use this checklist to vet a potential partner’s technical capability and ensure they can meet your specific needs.
- Equipment Capability
- [ ] Do they use Twin-Screw Extruders (Co-rotating) for proper mixing?
- [ ] What is their extruder’s L/D ratio? (Look for 40:1 or higher for better residence time and mixing).
- [ ] Do they use gravimetric feeders for all ingredients?
- Quality & Lab
- [ ] Are they ISO 9001:2015 certified?
- [ ] Can they perform essential tests in-house, such as Ash Content, Melt Flow Index (MFI), and Moisture Analysis?
- [ ] What is their procedure for retaining samples for traceability?
- Commercial Terms
- [ ] Yield Guarantee: Do they guarantee a minimum yield (e.g., 97%)? Who is responsible for costs if scrap exceeds this limit?
- [ ] Clean-Down Policy: What are their protocols to prevent cross-contamination from previous runs, especially for colour-sensitive or conductive materials?
Frequently Asked Questions (FAQs)
Q: What is a typical minimum order quantity (MOQ) for toll compounding?
A: Most industrial toll compounders require a minimum run size between 1,000 kg and 5,000 kg. Below this volume, the costs associated with machine setup and clean-out make the process uneconomical.
Q: Can a toll compounder help me improve my formulation?
A: Yes. Many reputable toll compounding companies offer “process development” services where their chemical engineers can help optimise screw profiles, temperature settings, or even suggest additive adjustments to improve dispersion, cycle times, or final properties.
Q: Is my intellectual property safe?
A: IP protection is a core benefit of the toll compounding model. A professional toll compounder will sign a strict Non-Disclosure Agreement (NDA) and acknowledge that they are a service provider with no claim to your formulation. This is often safer than handing your recipe to a custom compounder who may be a potential competitor.
Sources & Further Reading
- European Commission (2025) – Regulation (EU) 2025/40 on Packaging and Packaging Waste (PPWR)
https://eur-lex.europa.eu/eli/reg/2025/40/oj/eng - Henderson, B. (2025) – EU Regulation Limits PFAS in Food Packaging – Food Safety Magazine
https://www.food-safety.com/articles/10087-eu-regulation-limits-pfas-in-food-packaging-bans-single-use-plastic-packaging-for-produce - Savannah River National Laboratory (2023) – Fluoropolymer Processing Aids Used in Polymer (Non-fluorinated Polymer) Processing
https://www.osti.gov/servlets/purl/2370520 - Tumu, K. et al. (2023) – Global plastic waste recycling and extended producer responsibility laws – ScienceDirect
https://www.sciencedirect.com/science/article/pii/S0301479723020303 - Soomro, S.S. et al. (2025) – Quantification of recycled content in plastics: a review – ScienceDirect
https://www.sciencedirect.com/science/article/pii/S0921344925003040 - Hopewell, J., Dvorak, R. & Kosior, E. (2009) – Plastics recycling: challenges and opportunities – Philosophical Transactions of the Royal Society B
https://royalsocietypublishing.org/doi/10.1098/rstb.2008.0311